
玻璃鋼污水池蓋板焊接溫度及熔接要求詳解
未知, 2025-06-09 14:00, 次瀏覽
玻璃鋼污水池蓋板焊接溫度及熔接要求詳解
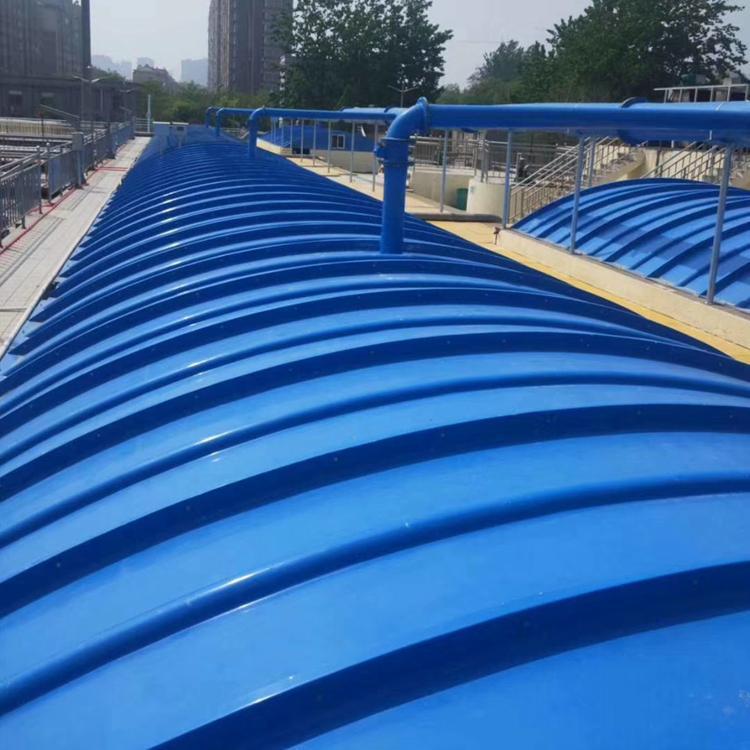
玻璃鋼污水池蓋板在污水處理***域發(fā)揮著至關(guān)重要的作用,其******的耐腐蝕性、強(qiáng)度以及密封性能,能有效防止污水池內(nèi)有害氣體泄漏,保障周邊環(huán)境與人員安全。而要確保蓋板質(zhì)量,焊接過程中的溫度控制與熔接要求則是關(guān)鍵環(huán)節(jié)。
一、焊接溫度的重要性
焊接溫度直接影響玻璃鋼材料的分子運(yùn)動、熔融狀態(tài)以及***終的焊接效果。適宜的溫度能使玻璃鋼樹脂基體適度軟化,纖維增強(qiáng)材料******浸潤,從而實(shí)現(xiàn)牢固結(jié)合;溫度過低,樹脂無法充分流動填充縫隙,易導(dǎo)致焊縫疏松、強(qiáng)度不足,出現(xiàn)滲漏風(fēng)險;溫度過高,則可能使樹脂分解、燒焦,破壞玻璃鋼的化學(xué)結(jié)構(gòu),削弱板材整體性能,甚至引發(fā)變形、開裂等嚴(yán)重問題。
二、理想焊接溫度范圍
一般來說,玻璃鋼污水池蓋板焊接時,加熱溫度需精準(zhǔn)控制在樹脂的玻璃化轉(zhuǎn)變溫度(Tg)以上、分解溫度以下這一區(qū)間。常見環(huán)氧乙烯基酯樹脂基玻璃鋼,其玻璃化轉(zhuǎn)變溫度約在 80 120℃,分解溫度通常高于 200℃,所以焊接溫度宜設(shè)定在 120 180℃之間,具體依樹脂配方、板材厚度等因素微調(diào)。例如,較薄蓋板(厚度小于 5mm)可靠近下限,防止過熱;厚板(***于 10mm)適當(dāng)提高溫度上限,確保內(nèi)部充分熔融,但都不能超出樹脂耐受極限。
三、熔接要求要點(diǎn)
1. 表面處理:焊接前,需徹底清理蓋板焊接面,去除油污、灰塵、雜質(zhì)及疏松表層,可采用砂紙打磨、溶劑擦拭等方式,保證表面平整、粗糙度適中,增***接觸面積,利于熔接融合。
2. 壓力控制:施加恰當(dāng)壓力,促使焊接面緊密貼合,排出空氣,使樹脂能充分填充縫隙。壓力***小根據(jù)板材厚度調(diào)整,一般薄板壓力在 0.1 0.3MPa,厚板可達(dá) 0.3 0.5MPa,均勻施壓避免局部應(yīng)力集中。
3. 熔接時間:在設(shè)定溫度與壓力下,保持一定熔接時間,讓樹脂充分?jǐn)U散、固化。時間過短,熔接不牢;過長則可能過度固化,產(chǎn)生內(nèi)應(yīng)力。通常每毫米厚度熔接時間約 1 3 分鐘,實(shí)際操作中需結(jié)合現(xiàn)場工藝驗(yàn)證***化。
4. 冷卻過程:熔接完成后,需平穩(wěn)冷卻,避免急冷造成溫差應(yīng)力。可在自然常溫環(huán)境下緩慢降溫,或輔助以風(fēng)冷,控制降溫速度,防止板材翹曲、裂縫。
四、質(zhì)量檢測與把控
焊接結(jié)束后,要進(jìn)行全面質(zhì)量檢測。外觀上,焊縫應(yīng)平整、光滑,無氣泡、裂紋、飛邊等缺陷;通過氣壓或水壓試驗(yàn),檢測焊縫密封性,壓力值依設(shè)計標(biāo)準(zhǔn),保壓一定時長,觀察有無泄漏;還可抽樣進(jìn)行拉伸、彎曲等力學(xué)性能測試,驗(yàn)證焊接處強(qiáng)度是否達(dá)標(biāo),確保玻璃鋼污水池蓋板焊接質(zhì)量可靠,投入使用后穩(wěn)定運(yùn)行,長效發(fā)揮防護(hù)功效。
綜上所述,精準(zhǔn)把握玻璃鋼污水池蓋板焊接溫度,嚴(yán)守熔接各項要求,才能制造出高質(zhì)量蓋板,為污水池處理設(shè)施筑牢安全防線,助力環(huán)保工程順利推進(jìn)。
